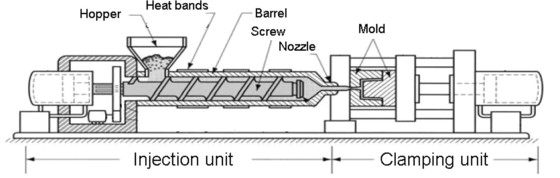
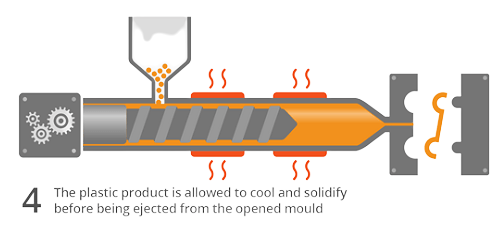
Injection Moulding

Blow Moulding

Blow Moulded Tank

Film Application

Pail Container Application

Extrusion Application

Woven Sack Application






Complex Part Design

High Efficiency- Fast Production

Enhanced Strength

Flexibility- Material and Color

Reduced Waste

Low Labor Costs